Welcome to the official page of PT Tocalo Indonesia. We are a service company in the Thermal Spray Coating industry. The article you are about to read is about basic information about the technology.
This article was created as a complete and general acknowledgement so that it can be used as a basic reference, both external and internal for us.
Basic Explanation of Thermal Spray Coating
The thermal coating is a method of coating in the form of liquid, semi-liquid, or solid form into the core material under hot conditions. These surface engineering techniques are conducted by depositing particles in liquid, semi-liquid, or solid form onto the substrate and the micro substructure of the layer resulting from freezing the particles.
This process is carried out by spraying the coating material in powder through a flame (from LPG and Oxygen gas fuel) with heat exceeding the melting temperature of the coating material to the surface of the coated material. The form of material used in a coating is not only powder but can also be in the form of wire, depending on the type of material and the coating process used. The type of material deposited on the surface of this substrate can be metal, ceramic, or composite.
The main advantages
The thermal spray process begins by cleaning the substrate using a chemical liquid that aims to remove oil, rust, and other pollutants on the surface. After cleaning, then roughing is carried out to give a little texture to the surface of the substrate. The last step is coating with the desired material. The main advantages of the thermal spray process are:
- A large variety of materials can be used to coat the substrate.
- Almost all types of thermal spray processes can be carried out without generating heat excess which damages the substrate.
- It is easy to improve the yield of damaged coating without changing the dimensions and properties of the material.
Whereas, the drawback of the thermal spray process is the limited ability of the coating to where the thermal spray gun torch cannot reach.
The parameters
Several parameters affect the performance of the coating produced by the thermal spray process. The performance in question is coating bond strength, friction resistance, corrosion resistance, and ductility layer. Many studies show that the thickness and type of material coatings affect the performance of the coating [5 - 9]. In general, with the thicker layer, the performance of the inner layer to resist corrosion, erosion, and friction is increasing well. The type of thermal spray process used also influences the performance of the coating generated.
The thermal spray process can be applied to almost all types of the metal substrate. The most commonly used substrate is steel. Steel is an iron alloy that we often encounter.
The advantages of steel over other materials are: that the cost of extraction, refining, alloying, and forming is relatively affordable and many variations of alloys can be produced from steel so that the manufacture of materials with certain physical and mechanical properties can be made relatively easily. Generally, the method of thermal spray coating can be divided into several processes, namely:
Thermal Spray With Combustion Heat Source
Wire Flame Spray
The coating process with the Wire Flame Spraying method uses a wire-shaped coating material, with a diameter between 1 - 8 mm. The wire is inserted axially into the bow, and inside is a shot or gun. The wire is melted and then atomized using an inert gas (acetylene, propane, hydrogen). The gas functions as a combustion gas, while the pressurized air acts as an atomizing gas. The process scheme of wire flame spraying can be seen in Figure 1.

Figure 1 Process scheme of wire flame spraying
Powder Flame Spray
This coating process is based on the operational principle of wire flame spray, but there is a difference in the coating material. The material used is in powder form. The process scheme can be seen in Figure 2.

Figure 2 Process scheme of powder flame sray
Detonation Gun Spraying (DGS)
The Detonation Gun Spraying process is a metal coating method that has been developed since 1950 in the United States. This method is based on a discontinuous combustion process, which is characterized by a series of fillings in the form of combustion gases (acetylene and oxygen). The coating material uses powder by carrying nitrogen gas which is injected into the tube, and the process of ignition and flushing of the tube uses nitrogen gas. The ignition frequency was initially around 4-8 Hz and has now grown to 100 Hz and is used for spraying guns, where the process works using a fluid dynamics control system for gas injection called High-Frequency Pulse Detonation (HFPD). DGS process scheme can be seen in Figure 3,

Figure 3 Process scheme of detonation gun spray
The Detonation Gun Spraying method is characterized by relatively high gas temperatures, up to 4,000oC, and high particle velocities (up to 900 m/s). The oxidation process of metal spark particles is limited based on the interaction time between the firing gas and the powder particles. High particle velocities will result in high layer density and strong layer bonding strength.
Plasma Spray
The principle of plasma spray can be seen in Figure 4. A high-frequency arc is ignited between the tungsten anode and cathode. The gas flows through the electrodes (He, H2, N2, or mixtures) which are ionized so that the plasma spreads several centimeters in length and expands. The temperature inside the plume can reach 16,000 ° K. The spray material in the form of a powder that is outside the nozzle is injected into the plasma plume, where it melts, and is thrown by the gas onto the surface of the substrate.
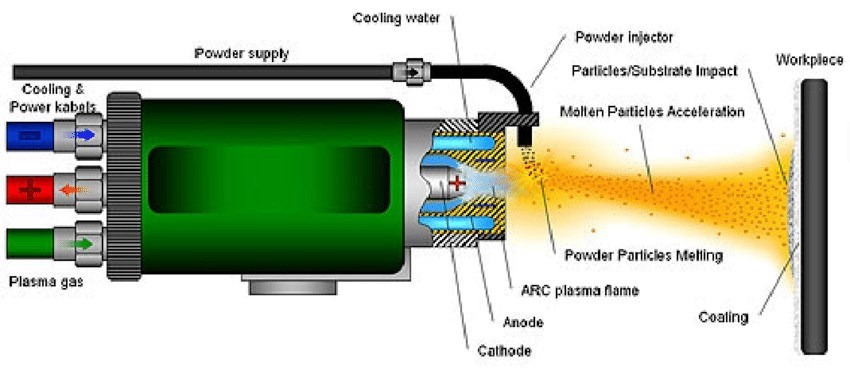
Figure 4 The principle of plasma spray
High Velocity Oxy Fuel (HVOF)
The coating process using the High-Velocity Oxy Fuel (HVOF) method uses an extraordinarily high kinetic energy and heat energy produced and produces a coating with lower porosity, higher bond strength, smoother surface, and lower residual stress than with a coating produced by other spraying processes such as flame spraying, electric arc spraying or plasma spraying. The schematic of the HVOF process can be seen in Figure 5.

Figure 5 The schematic of the HVOF process
Thermal Spray With Electric Heat Source
Wire Arc Spray
The Arc Spraying process is a method of coating metal surfaces that uses a coating material in the form of wire. The wire is melted using a high arc of electric current. After the wire melts (droplets), then it is pressed using an inert gas, but the temperature drops dramatically after passing through the wire tip. Liquid spray particles form splats when hitting the substrate surface due to the effects of high temperature and kinetic energy. The liquid spray particles are flattened, broken, dispersed, and quenched in a short period of about 10-8 and 10-6 s.
Even though the heating temperature of the particles or wires is increased to above the solid substrate temperature, the fusion reaction does not occur because the cooling rate is very fast. Wire arc spray always contains a thin layer of oxide that spreads and is trapped between the lamellar structure of the coating which is often called the oxide inclusion (stringer). The wire arc spray process can be carried out only for materials that have good electrical conductivity, especially for coating materials. Inside the arc spraying device, there is a single wire connected to the arc burning device, and between the two tools, there is a non-consumable electrode that acts as a nozzle for the gas atomization process.
The Conclusion
As explained above, we PT Tocalo Indonesia are present at the KIIC Karawang Industrial Estate to answer the challenge of the lack of supply of Thermal Spray Coating services.
We are here with all the technology readiness, adequate machines, manpower, marketing, and industrial management to provide the best product output.

Please contact our marketing and discuss your Thermal Spray Coating needs regarding specifications, lead times, technicalities, and get the best offer today!