Introduction
Protective coating is essential for metal production. Thermal spray is a rapidly developed market, and the spray wire arc has contributed to the cost of the market, the cost of the equipment and the high efficiency of the materials or energy. Thermal spraying is a group of coating processes that deposit finely divided metallic or non-metallic materials in a molten or semi-molten state into a coating. The used coating material can be ia powder, a ceramic rod, a wire or a molten form material.
The History of Metal Coating
In the early 1900s Dr. U. Schoop and his colleagues developed equipment and techniques for producing coatings using molten metals and powders. A few years later, around 1912, their efforts led to create of the first solid metal nozzle tools. It is a simple device in which the wire melts when exposed to an intense, concentrated flame (burning oxygen gas), and when the flame is surrounded by a stream of compressed gas, the molten metal atomizes and moves gently.
A surface that forms a covering. This process was called metallization, and currently, this technique is known as oxyfuel or flame spray. Other oxyfuel methods include wire, metals and ceramics, molten metal, ceramic rods, explosives, and high speed oxyfuel (HVOF).
The scheme
In addition to the use of chemical means, electric current is also used to plasticize the input consumables. Typically, electricity is used to generate a heat source, which feeds powder and more recently wire, which it melts or plasticizes and transfers to the surface to be coated. The main commercially available electrical methods used to build coatings include non-transfer arc plasma, RF plasma, and wire arc. The scheme of thermal spray technology can be created based on two (2) heat sources (Figure 1).
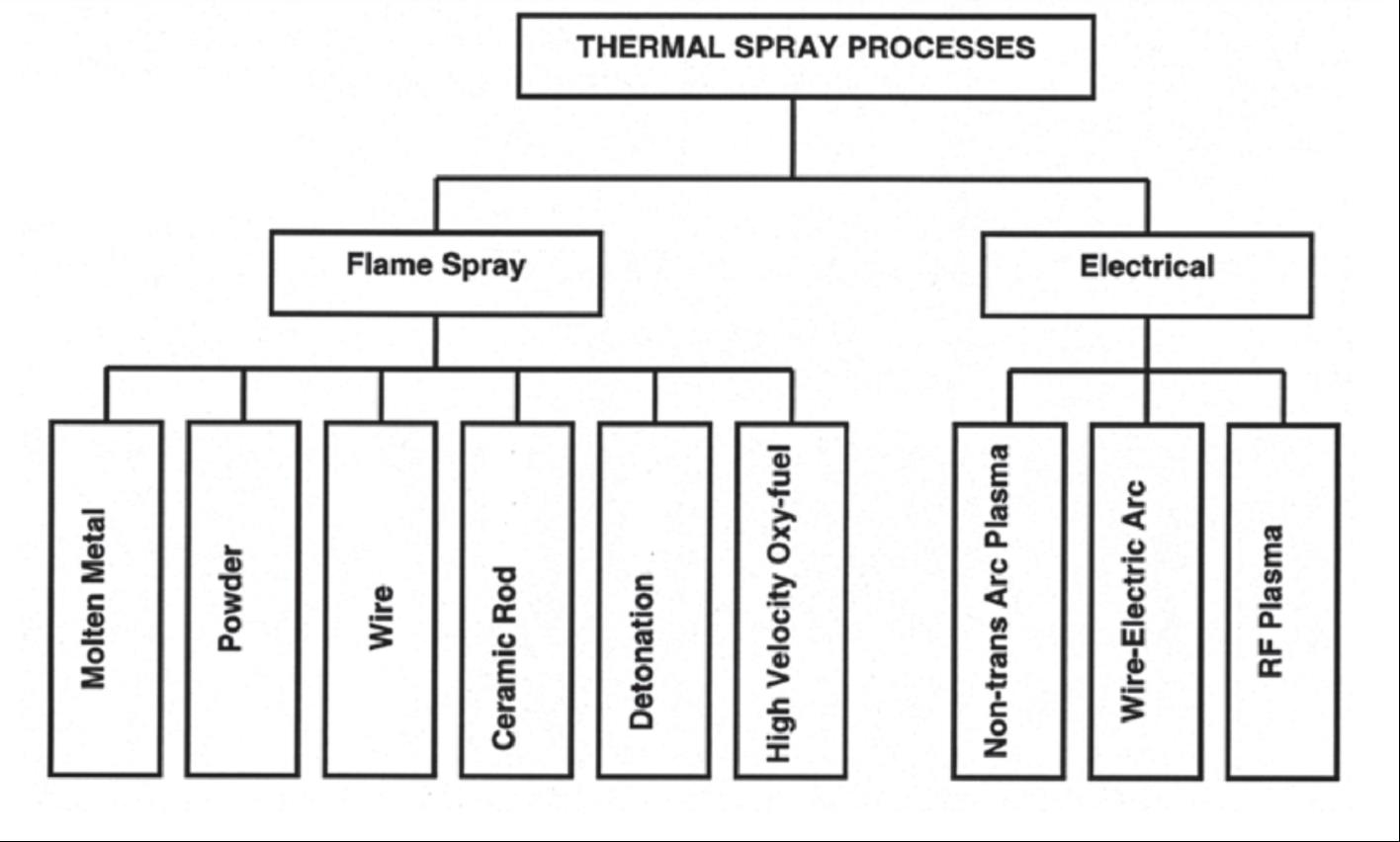 |
| Figure 1 The scheme of thermal spray methods by heat source |
The History of Wire Flame Spray
Around 1912, Schoep developed the first wire nozzle device which consisted of a nozzle where a fuel such as acetylene or hydrogen is mixed with oxygen and ignited in front of the nozzle. A stream of compressed air surrounding the flame pushes and moves the molten metal.
The continuity of the process is based on feeding the wire at a controlled rate so that the wire melts and moves in a continuous flow. Schoep tackled this problem by using a turbine to drive gears and rollers that pull the wire into the nozzle. The device looked like a pistol or a rifle to him. That's why he and we refer to thermal sprayers as "rifles" or "guns" and never "torches".
Figure 2 shows wire spray gun. Schoep's concept of solid metal spraying gave birth to the thermal spray industry, sometimes referred to as the "Schope process" for this reason. Either way, wire flamethrowers haven't changed much.
However, although the design of the air nozzle and valve has changed, the basic principle when replacing an air turbine with an electric motor remains the same, whether a cylinder valve or "push or pull of a wire" is used. Flame, dissolution and atomization." Deposits droplets of molten water to form a sticky coating."
 |
Figure 2 Wire flame spraying process |
Wire spring spray is already applied for mass production by major car manufacturers. The spray gun has two current-carrying wires. An electric arc is created at the junction of the wires on the front of the spray gun. This arc completely melts the wire and the molten particles move at high speed to a surface covered with an atomizing gas (air, nitrogen or argon).
Virtually any live wire can be melted and sputtered in this way. Wire core can also be used to make various alloys or carbides.
The flexibility of this process is also reflected in the fact that it can be used regardless of the manufacturing process used for the crankcase. This means that casting, cold casting or sand casting crankcases can be coated with a spring wire spray.
Typical WAS application rates (especially not for cylinder liners) are relatively high compared to other thermal spray processes and range from 6 to 8 kg/h. Available wall thicknesses for surface treatment of cylinder bores are up to 0.3 mm which depend on the individual user. The wire spraying process is shown in Figure 2.
Schematic diagram of a typical flame spray system shows a typical powder flame spray gun. The wire flame spray gun consists of a drive unit with a motor and drive rollers to feed the wire and a gas head with valve, gas nozzle and air cap to control flame air and dust.
Compared to arc spraying, wire flame spraying is slower and more expensive due to the higher cost of the fuel-gas mixture compared to the cost of electricity. Flame spray systems can be used in the field to apply high quality coatings for corrosion protection.
The advantage and disadvantage
A major advantage of wires and rods over powders is that the degree of fusion is significantly higher than with powder flame spraying, resulting in denser layers. Any material that comes out of the hot wire tip is completely melted. In powder flame spraying, some larger powder partic do not necessarily melt completely and can cause porosity to form in the coating and also reduce deposition efficiency. Thermal Spray DE is the ratio of deposited coating divided by the amount of raw material fed to the spray gun (excluding sprayed coating material).
The wired flame spray allows the atomizing air to create finer droplets, which in turn can create finer, smoother coatings. The fuel-to-oxygen ratio and total gas flow rates are adjusted to produce the desired heat output required to melt the specific feedstock in flame spraying processes. The optional air nozzles downstream of the combustion zone can also further alter the thermal shape of the flame. Gas sputtering velocities are typically less than 100 ms -1 producing particle velocities up to approximately 80 ms -1 prior to impact. The advantages of flush flame spraying are:
- Low capital investment
- Easy to use
- Cheaper wire shape than powder
- Very high deposit efficiency
- It would be better to apply a pure molybdenum coating for wear resistance
- Built-in preheat function, unlike arc spraying
- The ability to use the system where there is no electricity
Despite the advantage, the disadvantages are an open flame and the need for skilled operators to apply the coating. The other disadvantages are:
- For spray materials supplied in wire or rod form only
- Plasma and HVOF are not suitable for low oxide, high density, high strength coatings.
APPLICATION
Flame spraying is often applied for efficient thermal spray coating method and lower quality. The injection process of major components is conducted manually.
- Protection against corrosion; structures and components
- Shafts worn by salvage, especially in materials for loading bearing areas such as stainless steel or bronze alloys
- Surface coatings are porous and lubricants can be absorbed by the coating to improve bearing performance
Flame spraying uses the heat from the process of burning a combustible gas with oxygen to dissolve the spray coating material. In this process, a wire is heated and rotated over a substrate to form a surface coating. Common wire flame spray material Materials based on aluminum, stainless steel, zinc, low carbon steel, bronze, molybdenum and nickel.
At PT Tocalo Surface Technology Indonesia, we present this technology with all the sophistication of the latest equipment.
Located in the industrial area of KIIC Karawang, West Java, we are ready to serve the needs of Thermal Coating using Wire Flame Spray for all metal surfaces of your machine products.
Consult the specifications for your Surcafe Thermal Coating needs, we will provide timely job completion with competitive processing costs.
Whether you are in the Bekasi or Cikarang industrial area to outside Jabodetabek, we are ready to serve Thermal Spray work.
Contact our marketing below.